
A human hair is about 70 microns wide. The copper particles that can short a lithium-ion cell are often a fraction of that, small enough to float in the air, settle silently onto an electrode coating, and sit there undetected until the cell is wound, sealed, and shipped. Researchers have repeatedly traced internal short circuits in lithium-ion cells back to metal particles in the 10–50 micron range, particles you cannot see with the naked eye but can absolutely measure once a cell has failed in the field.
The failure rarely shows up on the factory floor. It shows up months later, in a customer’s vehicle, under thermal load, in the worst possible setting for a manufacturer’s reputation.
That is the quiet truth of EV battery manufacturing. And running underneath all of it — moving electrodes, jelly rolls, cans, modules, and trays from station to station — conveyors that, in many plants, were specified the same way conveyors get specified for any other line.
But that is the problem.
In an EV battery cell environment, a conveyor is not neutral infrastructure. It is part of the contamination-control system. A belt that performs flawlessly in a packaging plant can become one of the largest particulate, metallic, or electrostatic risks on a battery line.
This is not an argument against belts. It is an argument for treating the conveyor as a specified, verified, validated component of your cleanroom and dry-room strategy — not an off-the-shelf assumption.
Why EV Clean and Dry Rooms Change the Conveyor Spec
Battery cell manufacturing stacks four environmental constraints on top of each other that almost no other industry imposes simultaneously.
1. Particulate cleanliness measured in tens of particles per cubic meter
Battery cell assembly is typically run as an ISO 14644-1 cleanroom. To put that in perspective: a normal office has roughly 10 million particles ≥0.5 µm per cubic meter of air. An ISO Class 5 cleanroom — common for cell assembly — allows no more than 3,520 of those particles per cubic meter. ISO Class 4 — the level Dorner’s ERT150 is verified to — allows no more than 352. To put that into perspective, that is roughly a 30,000x reduction in airborne particles versus a normal manufacturing space. Anything inside that room, including the conveyor, is a potential particle source. A conveyor that sheds isn’t just dirty. It is actively degrading the class rating of the room around it. (Dorner’s cleanroom verification tests an unloaded base conveyor against the ISO standard; application testing is still required to confirm performance in your actual environment.)
2. Humidity lower than the driest desert on Earth
Lithium reacts with water, so cell finishing and electrolyte filling rooms run at dew points commonly specified at -40°C or lower — equivalent to roughly 80 parts per million of water vapor in the air, or under 1% relative humidity at room temperature. For context: the Sahara averages around 25% relative humidity. Some advanced operations push dew points to -60°C. At that dryness, anything that can hold a static charge — a belt, a roller, a plastic side rail — will hold one.
3. Airflow you can’t fight
Cleanrooms are engineered around unidirectional or laminar airflow, often replacing the room’s air 20–60 times per hour in higher-grade spaces. Equipment that creates turbulence, traps debris in inaccessible geometry, or sheds particles into the airstream actively undermines the room’s design intent.
4. ESD events too small to feel
A static discharge a human can feel is around 3,000 volts. Many of the sensitive electronic components in a battery management system can be damaged by events below 100 volts under the Human Body Model — events no operator will ever notice. ESD control on a battery line has to extend through flooring, garments, tooling, and, when specified properly, the material handling that touches the product.
Any conveyor entering this environment has to clear all four bars at once. Most standard industrial conveyors were never designed to.
How Standard Belts Become a Liability
A “standard” belt — meaning one selected primarily for throughput, load, and cost, without cleanroom or dry-room qualification — can fail this environment in five overlapping ways:
- It can shed. Polymer belts wear, and wear means particles. Without cleanroom verification, you do not know the shedding profile of the belt running directly under your electrodes. A belt that puts out even a few thousand particles per minute under load can break an ISO Class 5 room budget in seconds.
- It can carry metallics. Belt splices, fasteners, embedded reinforcement, and worn drive components are all potential sources of metal particles. Copper is the contaminant battery engineers worry about most because copper dendrites can grow inside a cell over time and pierce the separator — and copper is also one of the easiest metals to introduce from drive hardware, fasteners, and worn surfaces.
- It can hold static. A belt surface that is unremarkable at 45% RH can build and discharge meaningful static at a -40°C dew point. That discharge has to go somewhere. If your conveyor isn’t engineered with a defined static-dissipative or grounding path, the path will choose itself — often through your product.
- It can retain debris. Belt textures, lacing, edges, and seams are places where dust, electrode fines, and packaging debris collect and then release later, in another part of the line, under vibration or airflow. That delay is the most dangerous part. The contamination event happens long after the cleaning shift that should have caught it.
- It can resist validation. Cleanrooms live and die by documentation. A belt that cannot be cleaned to a documented standard, cannot be wiped without shedding, or cannot be inspected at its contact surfaces is a belt that is hard to defend in an audit — and even harder to defend after a field failure.
None of this means belts are categorically wrong. It means that an unverified belt, dropped into an EV battery environment, is a liability the engineering team has not actually quantified.
The Five Contamination Pathways That Matter
When evaluating a conveyor for a battery application, five pathways deserve direct attention:
- Particulate generation. What does this conveyor shed under load, over time, at speed? Has it been verified against an ISO 14644-1 class? At what particle size?
- Metallic contamination. Where are the metal-to-metal contact points? Where could copper, iron, or aluminum fines originate? What are the documented wear profiles?
- Static accumulation. How does this surface behave at the target dew point? Is there a defined dissipative or grounding path?
- Debris retention. Can dry powders, electrode dust, or fines collect in seams, lacing, textures, or enclosed geometry? Can they be removed continuously, not just at scheduled cleaning intervals?
- Cleanability and validation. Can this conveyor be cleaned in place, inspected, and documented in a form the quality system will accept?
A useful design rule: if any one of these pathways cannot be answered with specifics for a given conveyor, it has been assumed the conveyor has not been specified.
What to Specify Instead
The right answer is not a single product. It is a specification posture.
- Cleanroom-verified construction, with documented particle behavior against the ISO class the room is rated to.
- Open, cleanable geometry that minimizes places for debris to hide and maximizes access for inspection. Fewer enclosed cavities, fewer seams, less belt — where the application allows it.
- Reduced product contact where possible. Less surface touching the product means fewer transfer pathways. Roller-based pallet handling, for example, can eliminate the belt entirely from the product zone.
- ESD-aware materials and grounding paths for any conveyor entering a dry-room environment. Static-conductive components and continuous grounding, not afterthought wrist straps.
- Low-shedding components across belts, rollers, bearings, and drives — selected against the room’s particle budget, not against general industrial wear specs.
- Continuous cleaning capability for any application involving dry powders, dust, or fines, rather than relying solely on scheduled wipe-downs.
- Application testing against your actual product, environment, speed, and duty cycle — before the conveyor is committed to the line.
In other words: specify the contamination behavior of the conveyor with the same rigor you specify the room around it.
Where Dorner Fits as an Engineering Partner
Dorner’s role on a battery line is not to “guarantee” cell safety — no equipment vendor can honestly make that claim. Instead, our role is to be the conveyor partner that can answer the five pathway questions with documented specifics, and to engineer around the constraints of the specific process step.
That includes cleanroom-verified conveyor platforms tested against ISO standards.
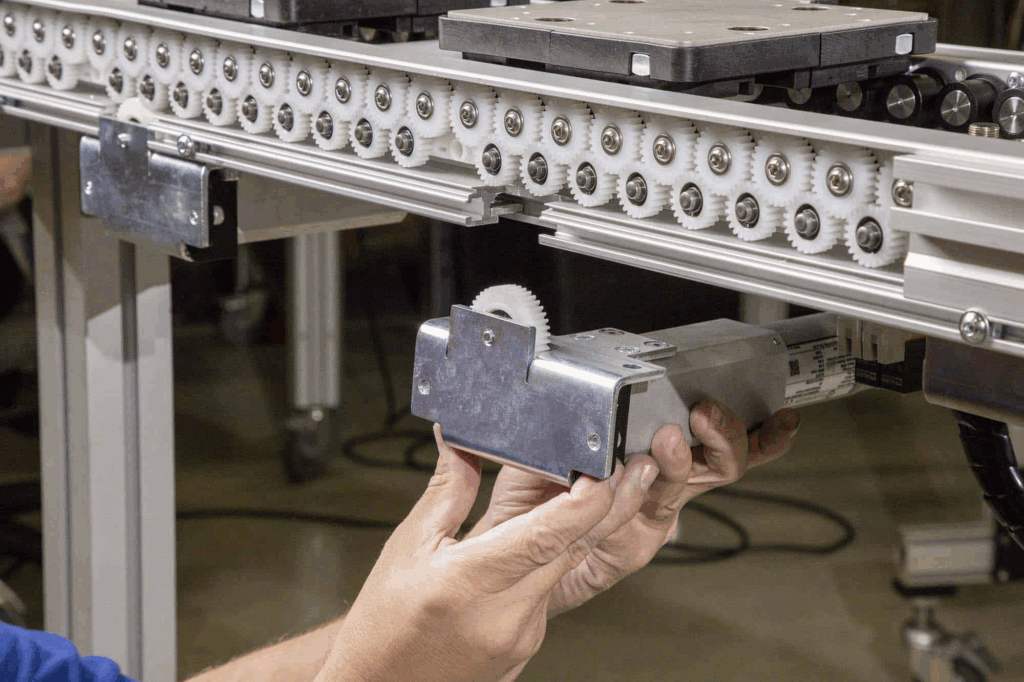
The ERT150 is a clear example — a precision edge roller pallet handling platform verified to ISO Class 4 (≤352 particles ≥0.5 µm per cubic meter), with an open roller design that intentionally eliminates the need for a belt from the product zone, plus static-conductive HDPE skirting engineered for low-humidity environments. No belt, less contact, minimal shedding surface, and a defined static-dissipative path.

For applications where a belt or chain is the right answer — and there are many — the FlexMove Dry Cleaning Module is purpose-built for the dry side of the line. A series-driven rotary brush scrubs the chain surface, compressed air blows particles free, and a vacuum extracts the dust — continuously, while the line is running. That converts a scheduled cleaning task with hours of contamination drift between cycles into an always-on contamination-control loop.
Around the products is the less visible part of the partnership: built-to-order engineering for application-specific geometry, ISO 9001:2015 quality systems and RoHS/CE documentation, and pre-deployment application support so the conveyor’s behavior is validated against the actual product and environment — not estimated from a datasheet.
The principle running underneath all of it: conveyor selection is an engineering decision, not a procurement decision.
A Practical Checklist for Battery Manufacturers
Before approving any conveyor for a clean or dry battery environment, answer these:
- What ISO 14644-1 class is the room rated to, and has this conveyor been verified against it?
- What are the documented shedding and wear characteristics of every contact surface, by particle size?
- Where are the metal-to-metal contact points, and what is the metallic contamination risk profile — copper in particular?
- How does this conveyor behave at the actual dew point of the target environment (often -40°C or lower)?
- Is there a defined ESD path? Is grounding continuous through the conveyor structure?
- Can the conveyor be cleaned in place, continuously, in a dry application?
- Are all geometry choices defensible to a cleanroom auditor — open, accessible, inspectable?
- Has the conveyor been tested against your actual product, speed, and duty cycle before committing?
- Does the supplier provide documentation that supports your quality system, not just your purchase order?
If any of these answers is “we’ll check later,” the conveyor isn’t specified yet.
Talk to a Conveyor Specialist Before You Spec the Line
EV battery manufacturing is unforgiving about details that, in other industries, never made it onto the spec sheet. Conveyors are one of those details. The good news is that the right answer almost always exists, it just has to be engineered into the line on purpose, not assumed.
If you’re designing, expanding, or auditing a cell, module, or pack line, talk with a Dorner application engineer about cleanroom-verified and dry-room-suitable conveyor configurations for your specific process step.
Bring the constraints. Bring the product. Bring the room. We’ll bring the engineering.